
一个机器,如果因为其中的某一个零件坏了,就把整个机器丢弃掉,那么再是富裕的人也经不起这样的浪费。那怎么办呢,只能换零件来维修一下,具体换个什么样的零件,才能保证机器正常运转,又能达到规定的性能要求呢?这里面就体现出公差与配合的重要性。
为满足机械制造中零件所具有的互换性,要求生产零件尺寸应在允许的公差范围之内,这就是产品标准化。在机器装配中,基本尺寸相同的、相互结合的孔和轴的公差带之间的关系,称为配合。
关于孔与轴的配合国家标准规定了两种基准制。
1.基孔制
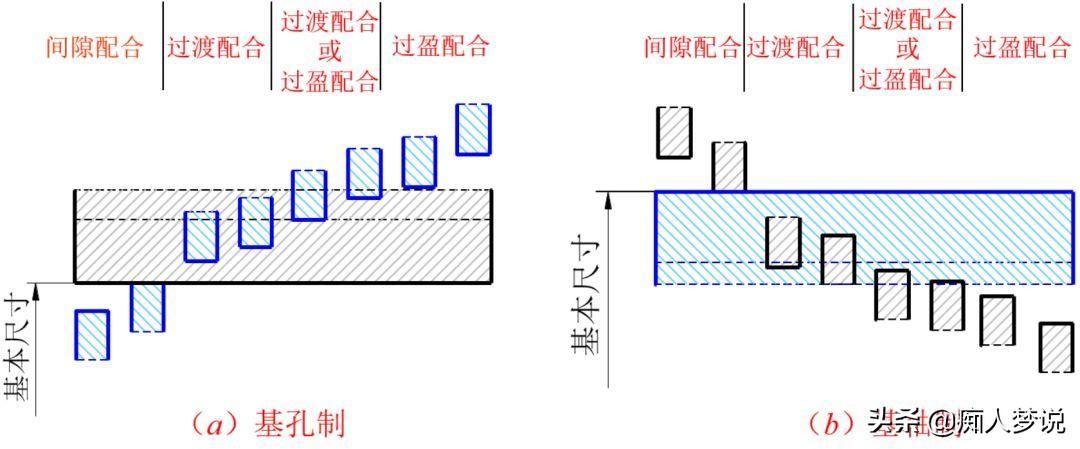
基本偏差为一定的孔的公差带,与不同基本偏差的轴构成各种配合的一种制度称为基孔制。也就是在基本尺寸相同的配合中将孔的公差带位置固定,通过变换轴的公差带位置得到不同的配合。就是所谓的已知孔,去配轴。如图a。
基孔制的孔称为基准孔。国家规定基准孔的下偏差为0,“H”为基准孔的基本偏差。
2.基轴制
基本偏差为一定的轴的公差带,与不同基本偏差的孔构成各种配合的一种制度称为基轴制。也就是在基本尺寸相同的配合中将轴的公差带位置固定,通过变换的孔的公差带位置得到不同的配合。就是所谓的已知轴,去配孔。如图b。
基轴制的轴称为基准轴,国家规定基准轴的上偏差为0,“h”为基准轴的基本偏差。
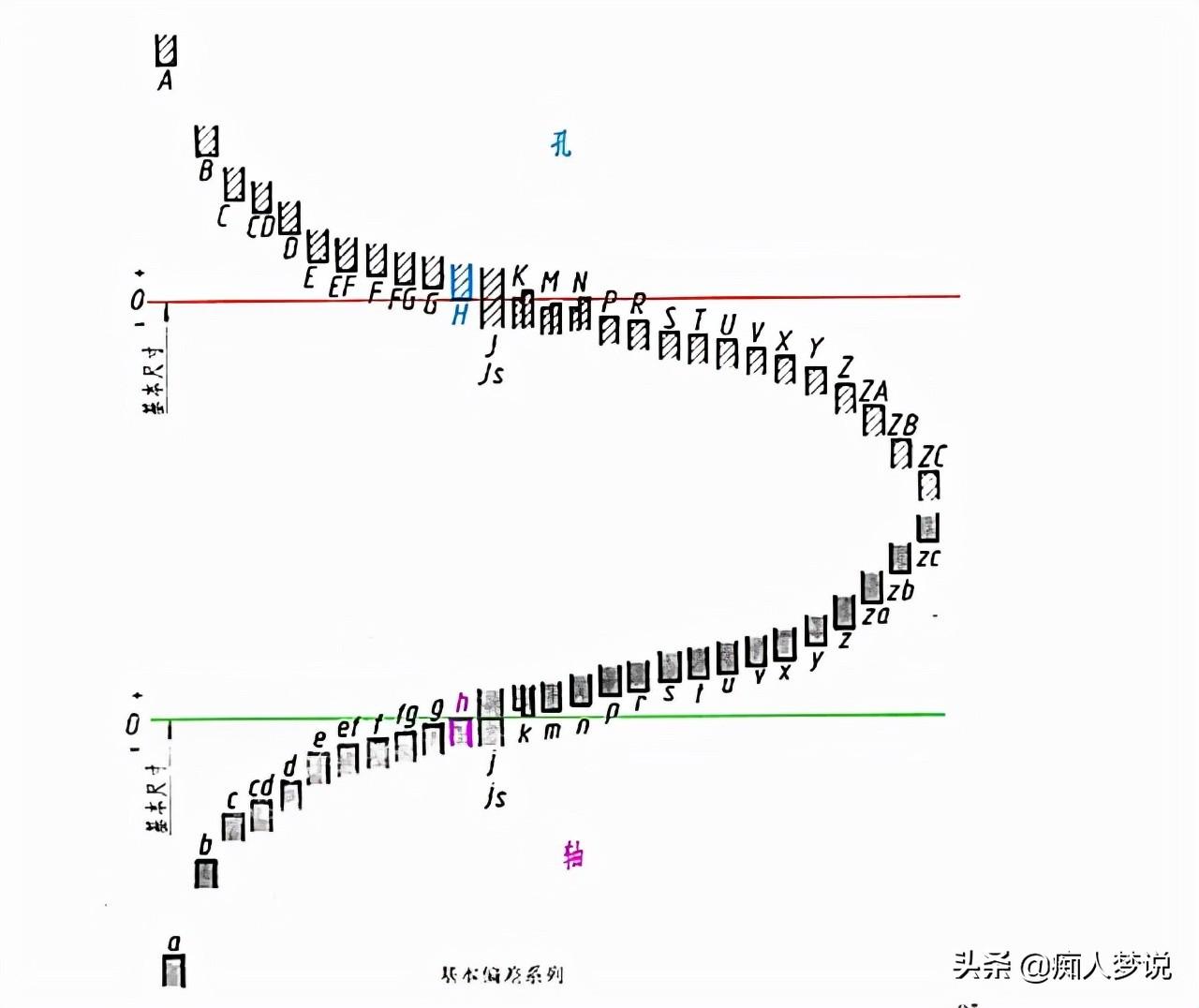
基本偏差
3.基准制的选择原则
那么具体该怎么选择呢?
选择基准时,应从产品结构、加工工艺、经济等方面综合考虑。
a.一般情况下优先选择基孔制。

因为孔比轴难加工一些。设计时,为了减少定制刀具、量具的规格和种类,便于生产,提高经济性,应优先采用基孔制。
b.采用冷拔棒料直接作为轴时,采用基轴制。
机械制造中,采用具有一定公差等级的冷拉圆钢,其外径不用切削加工即能满足使用要求时,应采用基轴制。这在技术上、经济上都是合理的。
c.在同一基本尺寸的轴上不同部位装配几个不同配合要求的孔件时,应采用基轴制。
例如,活塞连杆机构,根据使用要求,活塞销与活塞孔采用过渡配合,而连杆与活塞销采用间隙配合,若采用基孔制,活塞销则将加工成台阶状,这样既不便于加工,也很难保证装配质量。而如果采用基轴制,活塞销即可加工成光轴,而孔则做成台阶状,方便加工和装配。

d.与标准件相配合时,基准制的选取则根据标准件来定。
如滚动轴承外圈与箱体上的基座孔配合时,必须采用基轴制,而轴承内圈与轴承配合时,必须采用基孔制。

e.为了满足装配要求,必要时可采用任何适当的孔和轴公差带组成非标准的配合。

总之,选择的原则就是经济、简单并好用。