
割管与倒角:
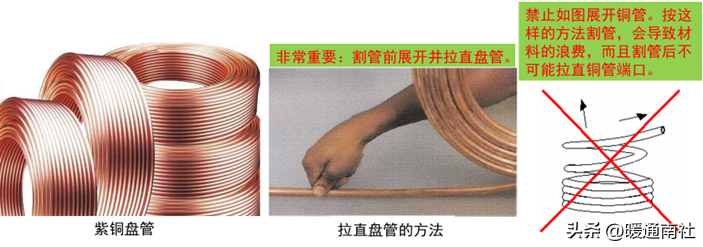
(一)拉直紫铜管
利用工作台的平面,将弯曲的铜管在台面上进行拉直操作。在拉直的过程中要非常小心,不要用脚大力踩踏铜管表面,使其变形。
弯曲的铜管必须先经过处理后,让铜管基本平直后方可进行下一步的操作。
(二)割管
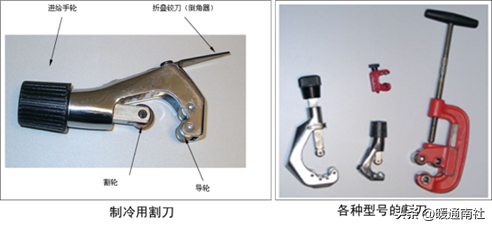
1、割刀
2、割管的方法和步骤
(1)在管子外壁的待割处刻划上记号,切割处的划线要与管轴线垂直,刻线位置误差要小,并且必须在拉直的铜管区域划线和切割。如图(1)
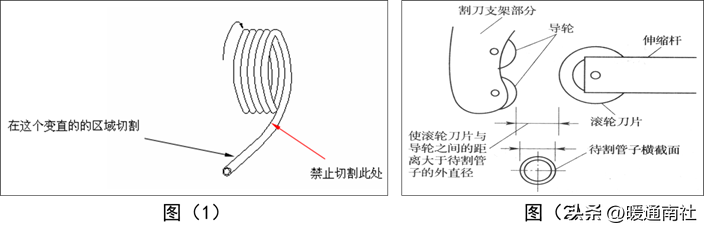
(2)逆时针旋转割刀进给手轮,使导轮与滚轮之间张开的距离略大于被割管子的外直径,以保证割管时管子能嵌入,如图(2)所示。
(3)将割刀插入管子,并尽可能使支架开口朝上或朝外,以便能够看清记号,如图3所示。
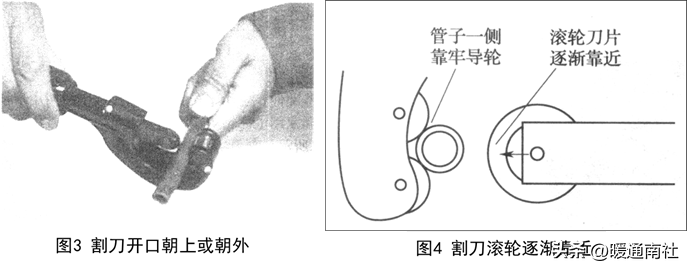
(4)调整割刀横向位置,在滚轮刀片对准切割处后,让管子一侧靠牢两导轮。然后顺时针旋动进给手轮,使滚轮刀片边缘逐渐靠近并轻微抵住管子,如图4所示。
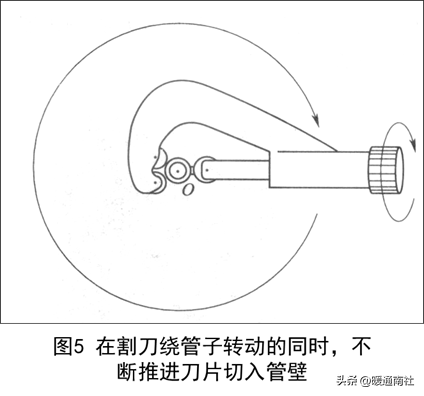
(5)将割刀绕管子转动l圈,若未见偏移,则顺时针旋动进给手轮1/4~1/2圈后,再将割刀绕管子转动2~4圈,重复若干次,直至管子割断,如图5所示。(注意:割管中滚轮刀片的每次进给量不能过多,否则会造成严重的卷边(毛刺),甚至导致管子变形。)
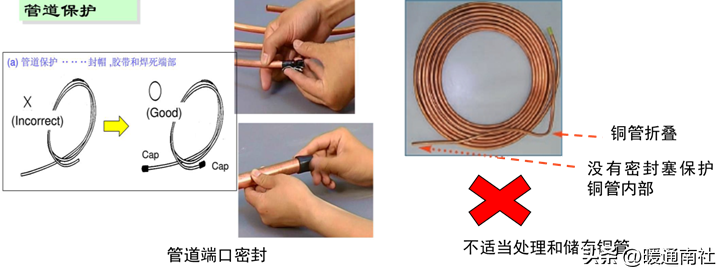
(6)管道切割后的密封保护良好操作
割管后,对剩余盘管或暂时不用的紫铜管需要进行密封保护处理,如下图所示。
3、毛细管的切割
切断毛细管建议用一种特殊的毛细管钳。毛细管钳是一个独特的工具,可切割不同管径的毛细管。
另一种方法,使用锐利的剪刀切断毛细管。通常用锐利的剪刀夹住毛细管来回转动划出裂痕,然后用手轻轻地折断。
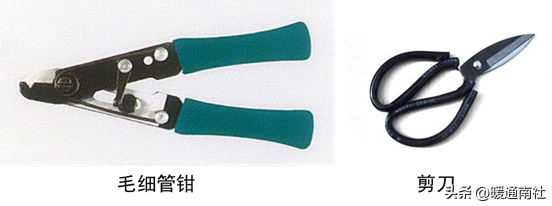
这两种方法要防止管口堵塞和随之引起的管径收窄。
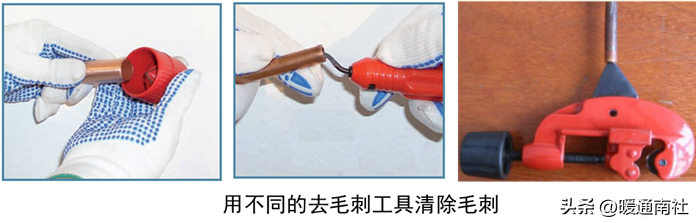
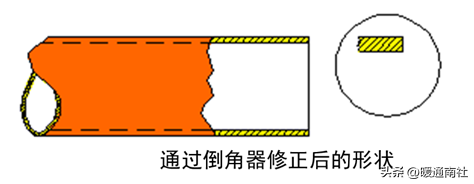
(三)倒角(去除毛刺)
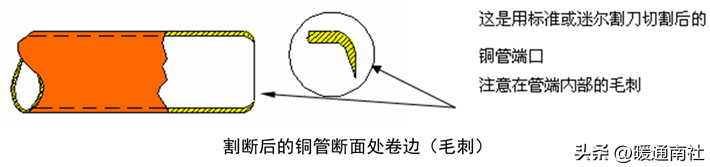
1、倒角的原因
经割刀切割后的铜管切口处会发生向内收缩、内外径都变小的卷边(毛刺)现象。卷边(毛刺)不但会影响后道工序的加工质量,不利于管子之间的相配连接,还会对流经此处的制冷剂产生不良影响因此,人们经常用专用倒角器或大割刀上附带的简易片状倒角器进行修整。
2、去毛刺工具的介绍

3、去毛刺的操作方法
修整时,将倒角器插入管内,以刀片对称线为轴线来回转动,锉去内毛刺。
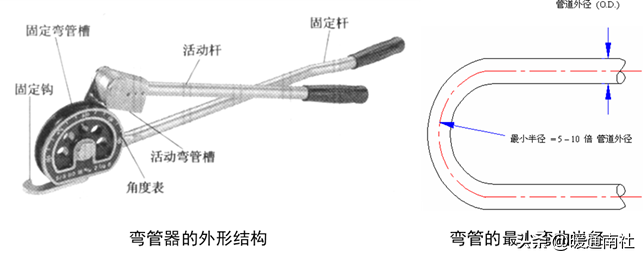
弯管加工:

(一)杠杆式弯管器弯管
1、先选取好与需要进行弯管的铜管半径相一致的弯管器,规定最小的弯管弯曲半径为在5至10 倍铜管直径,测量好该弯管器的弯曲半径(R),然后在测量弯曲的起始点的时候,根据实际情况通过增加或者减少弯曲半径来确定。并在确定好的其实位置做好记号。

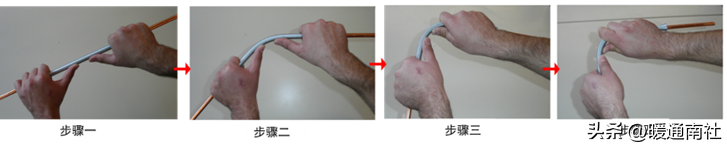
(二)弹簧式弯管器弯管
用弹簧式弯管器弯管的正确方法:
扩口与胀口:
(一)扩口
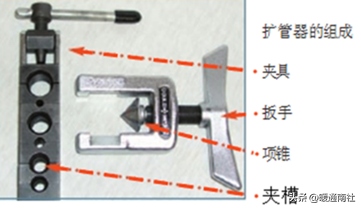
1、扩管器的组成
扩管器主要由顶压器、顶锥、夹具等组成。
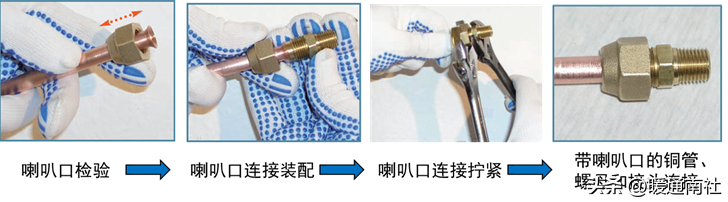
2、喇叭口的制作
(1)通过切割、去毛刺、清洁等操作,准备好需进行扩口的紫铜管。
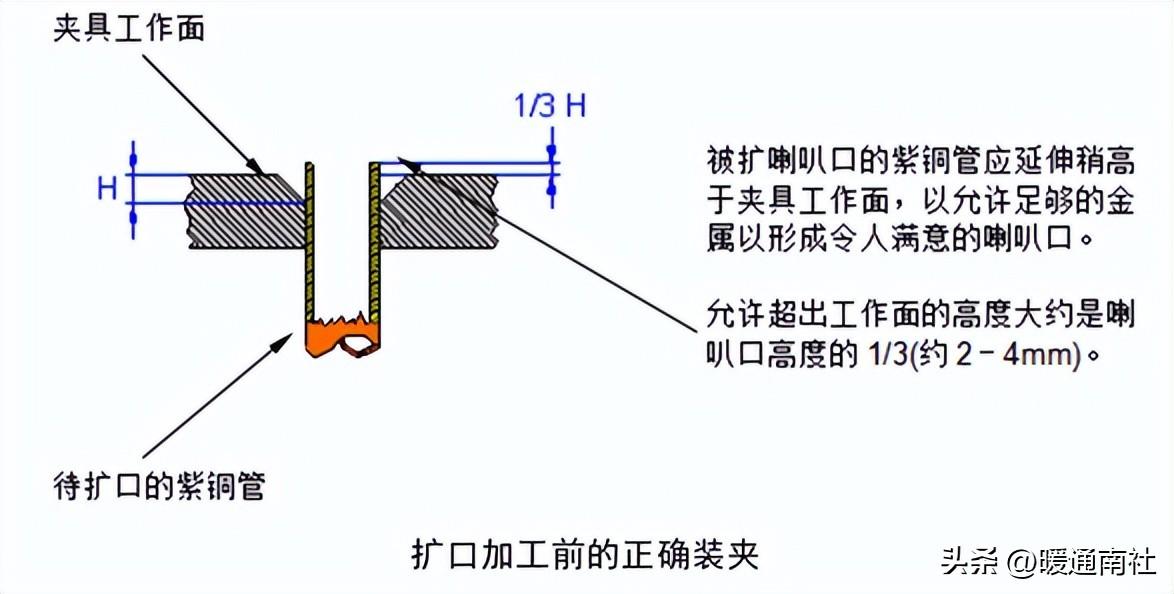
(2)先将螺母套进待加工紫铜管,然后将铜用夹具夹紧在相应规格的夹槽中,并要求端口超出夹具工作面2-4mm(不同管径扩口时的预留长度有所不同,管径小的应稍少些,管径大的应稍多些。如φ6mm紫铜管一般留2mm,φ20mm以上紫铜管约留4mm)。
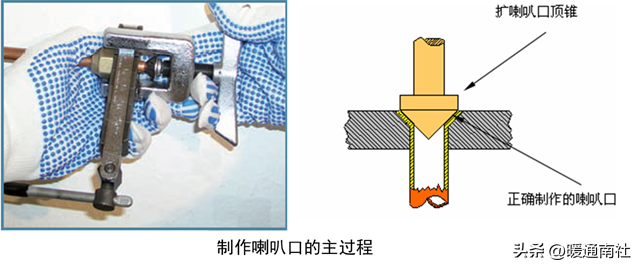
(3)将铜管按要求用夹具夹紧后,涂一滴冷冻机油在与管道接触的扩管器的的顶锥上,然后将压顶器圆锥开顶锥的旋转中心对准铜管的轴心,然后。拧紧顶压器的扳手前进半圈,往回1/4圈。推进3 /4圈,再往回1/4圈。这样反复进行直到喇叭口成形。
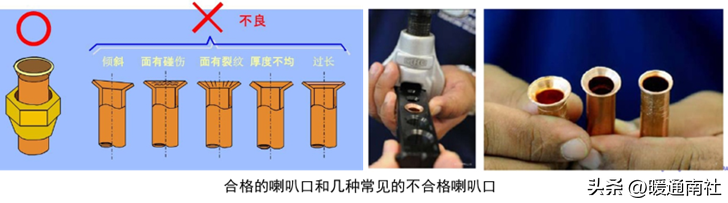
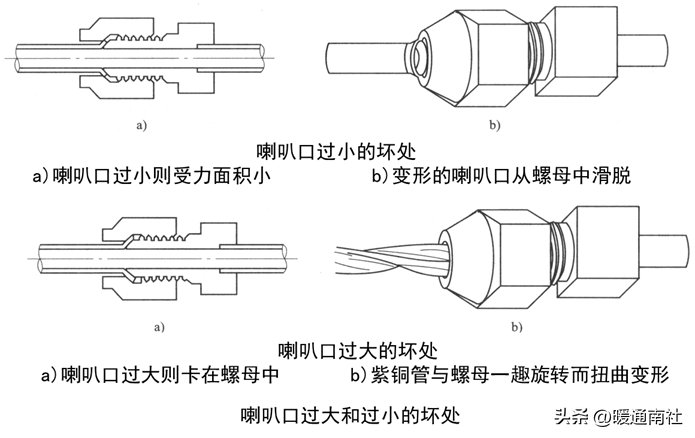
(4)观察完成扩管后的铜管周边是否是毛刺,并尝试将套好的螺母上下移动,看看是否畅顺,最后用准备进行连接的螺丝接头来校对一下喇叭口的大小是否正确(喇叭口的大小要求在螺丝接头斜口的50%-90%之间)。

切记:
扩喇叭口前,先精心准备好铜管。
始终使用推荐的工具扩喇叭口。
小心使用工具,适当保养,并定期清洁。
扩喇叭口前不要忘记将管螺母安装到所需的位置。
螺母与铜管直径必须匹配。
扩喇叭口后,用干净的干布或纸张清除喇叭口上的油。
务必检查完成后的喇叭口,以确保没有裂痕或其他缺陷。
不要使用旧的或硬铜管来扩喇叭口。
涂一滴冷冻机油到扩管器的顶锥上。
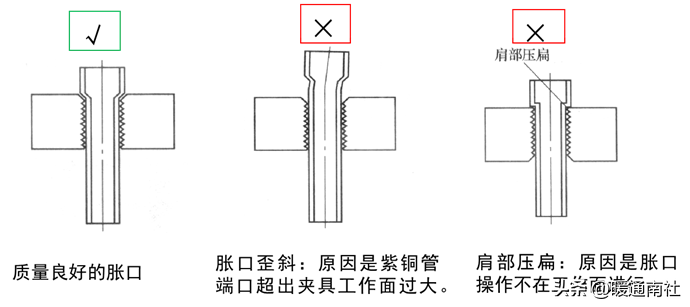
(二)胀口加工
胀管方法一(用顶压式胀管器)
1、用割刀割取所需长度的紫铜管,去除内卷边(毛刺),并进行适当的内倒角处理。
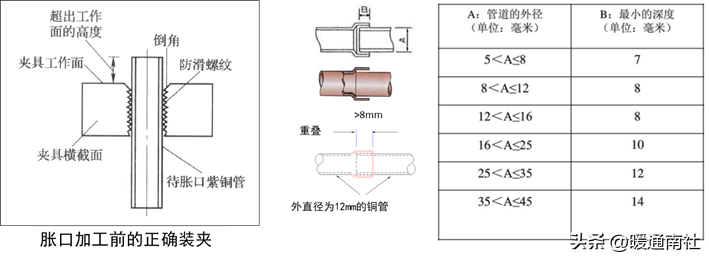
2、将待加工紫铜管用夹具夹紧在相应规格的夹槽中,并要求超出10mm左右。
3、在顶压器上换上相应直径的胀口顶锥,并装上夹具,拉钩嵌在夹具两侧,这时左手握紧夹具并用大拇指斜方向方向压紧一侧拉钩处,食指和中指扣紧另一侧拉钩处,使顶压器与夹具的相对位置保持固定不变。
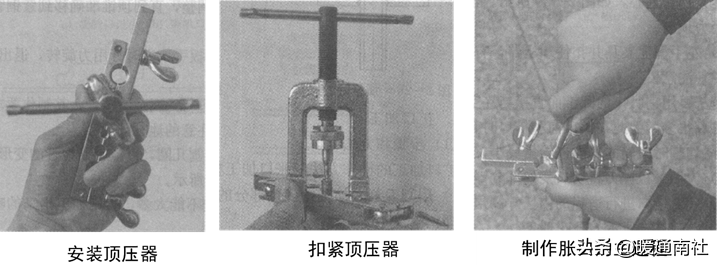
4、左手握住夹具并扣住项压器,右手抓紧顶压器的扳手,顺时针用力旋转,直到胀口深度达到要求。
5、左手握住夹具并扣住顶压器,右手抓住项压器的扳手,逆时针用力旋转,退出顶锥。
管道焊接:
制冷系统中不但蒸发器和冷凝器是用金属管制成的,其他部件也都离不开金属管。为了保证系统既具有较高的密封性,又具有较高的机械强度,这些金属管之间大多采用焊接方法进行连接。焊接类型较多,但最为常见的是电焊和气焊两种。下面重点介绍制冷中使用最为普遍的氧气一乙炔(液化石油气)气焊装置及其操作方法。
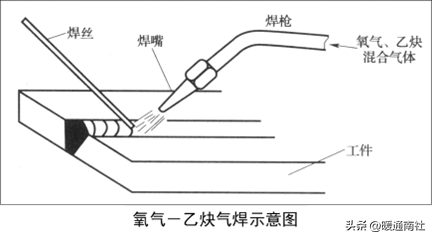
气焊是利用可燃气体与助燃气体混合燃烧时放出的热量对金属进行焊接的一种加工方法,如图所示。
(一)气焊设备
1、气焊设备的结构组成
气焊设备包括氧气瓶、乙炔瓶(或液化石油气钢瓶)、减压装置、焊炬(俗称焊枪)和软胶管等,如图所示。
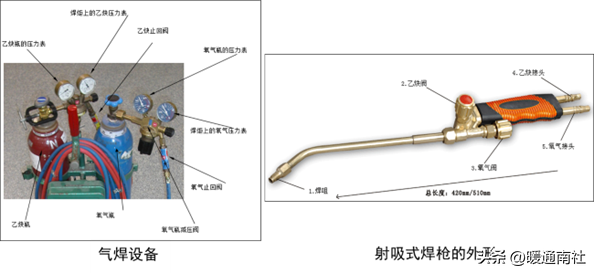
2、制冷维修专用小型气焊设备的组成及各部分结构:

(二)紫铜管的低银钎焊
制冷维修中使用硬钎焊,使用的钎焊料一般分为银钎焊和铜钎焊两种。紫铜管之间的焊接宜选用含银2%(HL209)和含银5%(HL205)的低银钎焊条,焊接过程中不需要添加焊剂,这种钎焊俗称“银钎焊”。
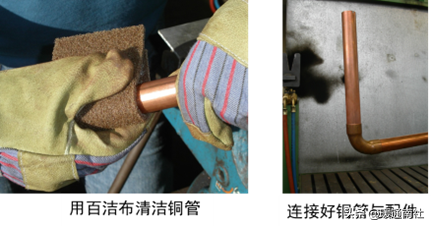
1、紫铜管与铜质配件配合
将加工并清洁好的铜管和铜质配件紧密的连接起来,并确保连接的正确性。
2、铜管与配件的连接(焊接)
(1)将需要进行连接操作的铜管及其配件,放到稳固、安全的工作台上。并将可能在操作过程中需要用到的尖嘴钳、焊料等放好在操作工位旁;
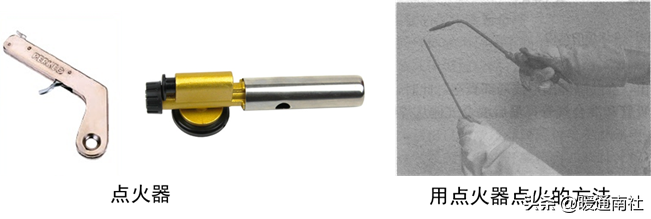
(2)在穿好防护服(必须长袖),并戴好焊接手套、防护眼镜后,用电子或者火石点火器(严禁使用打火机)进行打火。
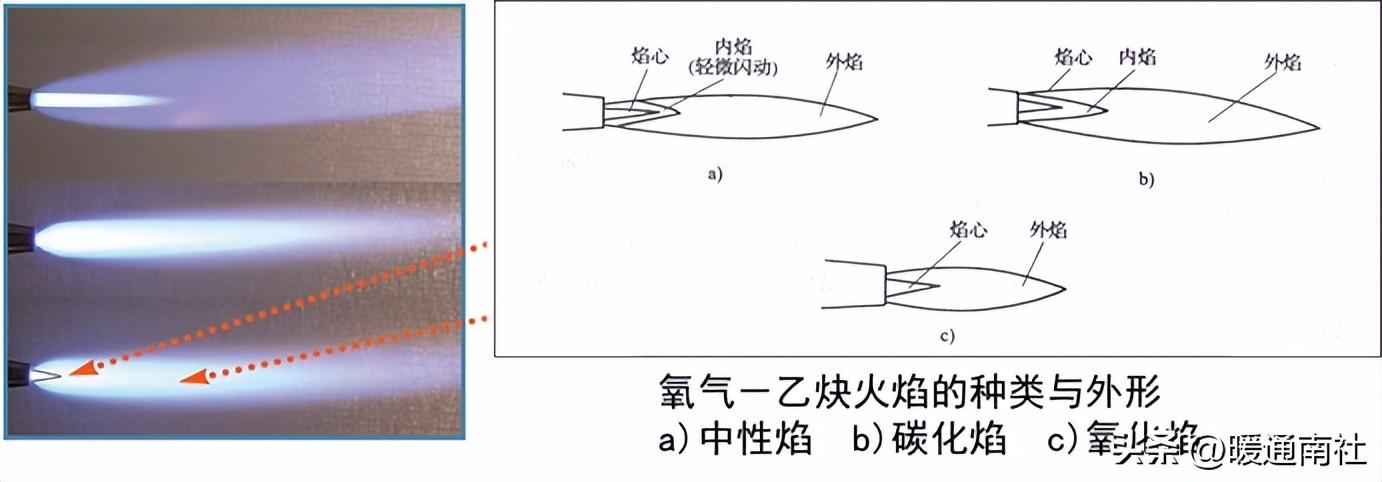
(3)完成点火后,将焊炬的火焰调节成“中性焰”,并使用合适大小的“中性焰”进行铜管的焊接加工。
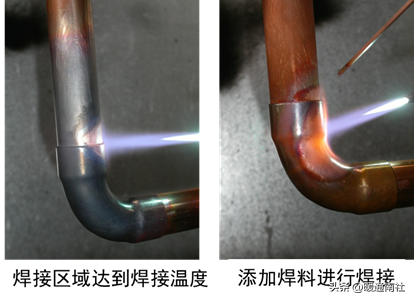
(4)首先对管径较大的管件进行加热,然后移至小管径的管件进行加热,然后以“∞”的轨迹进行加热处理。

(5)当加热到管件都成暗红色的时候,就可以进行焊料的填充。在填充焊料的过程中,不能用焊炬直接对准配件的缝隙进行加热填充,而是拿稳低银焊条一端,将另一端轻微用力搁压在紫铜管的连接处,依靠母材的间接加热使焊条熔化并均匀渗入接缝。操作过程中可遵循先在加热面的背面进行焊料填充,再从正面填充的原则(即正面加热需要先在背面填充焊料)。
(6)焊接完成后,让焊件自然冷却,严禁使用滴水的湿布、冷水等低温物质对焊件进行快速降温。

(7)在保证焊件已经完全冷却(至少保证人手触摸不会造成伤害)的时候,用百洁布对焊接完毕后的铜管进行氧化皮的清洁工作,并最终观察焊口是否满足以下要求:
1)焊口完整,无缝隙;
2)焊口平整,焊料均匀,无砂眼;
3)连接位的焊料适当,用手触摸时要求平滑,无明显的触感。
加压封口:
利用封口钳对铜管进行封口,封好后进行焊接。
